
烏克蘭DSS粉末鋼
華東直營中心
即刻溝通
18051854349
昆山市邦程特殊鋼有限公司
烏克蘭DSS粉末鋼
華東直營中心18051854349


| C | Cr | Mo | W | Co | V |
| 1.8 | 5.25 | 1.3 | - | - | 9.0 |
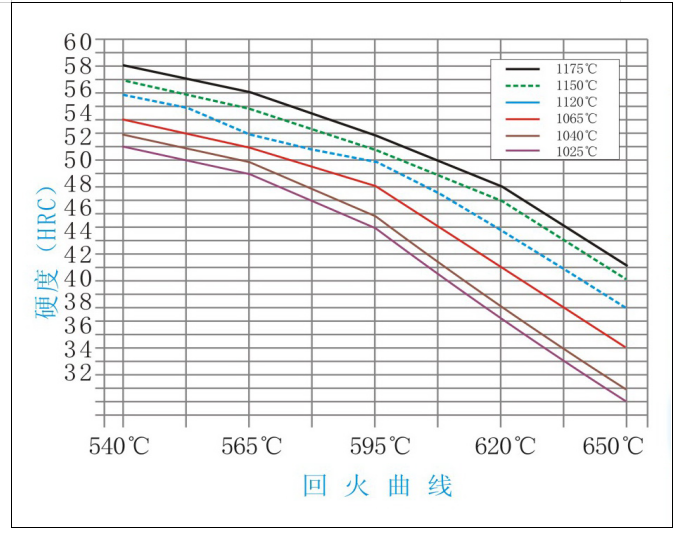
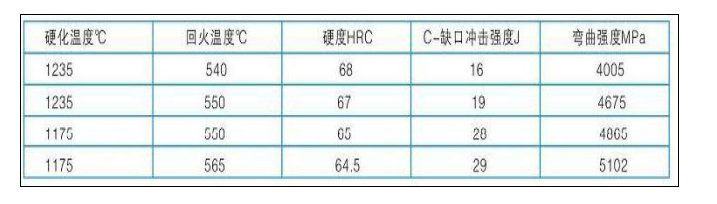
| 淬火加熱溫度 | 1025°С | 1040°С | 1065°С | 1120°С | 1150°С | 1175°С |
| 最小保溫時(shí)間(分鐘) | 60 | 45 | 30 | 20 | 15 | 10 |
| 淬后硬度HRC | 53 | 54 | 56 | 58 | 59 | 61 |
| 540°С回火HRC | 52 | 53 | 54 | 56 | 57 | 58 |
| 韌性最大,并有效消除應(yīng)力的最佳熱處理工藝 | ||||||
| 550°С回火HRC | 51 | 52 | 53 | 55 | 56 | 57 |
| 565°С回火HRC | 50 | 51 | 52 | 53 | 55 | 56 |
| 595°С回火HRC | 46 | 47 | 49 | 51 | 52 | 53 |
| 620°С回火HRC | 39 | 40 | 43 | 46 | 48 | 49 |
| 650°С回火HRC | 33 | 34 | 37 | 40 | 42 | 43 |
| 最少回火次數(shù) | 2 | 2 | 2 | 2 | 3 | 3 |

鋼廠授權(quán) 一級(jí)代理 烏克蘭DSS集團(tuán)粉末鋼
版權(quán)所有:昆山市邦程特殊鋼有限公司
電話:18051854349(微信同號(hào)) 15306262698
傳真:0512-36692399
地址:江蘇省昆山市國際模具城制造區(qū)23幢
郵箱:dss@bctsg.com
備案號(hào):蘇ICP備15056862號(hào)-3
掃一掃 加微信
提供技術(shù)指導(dǎo)和咨詢